

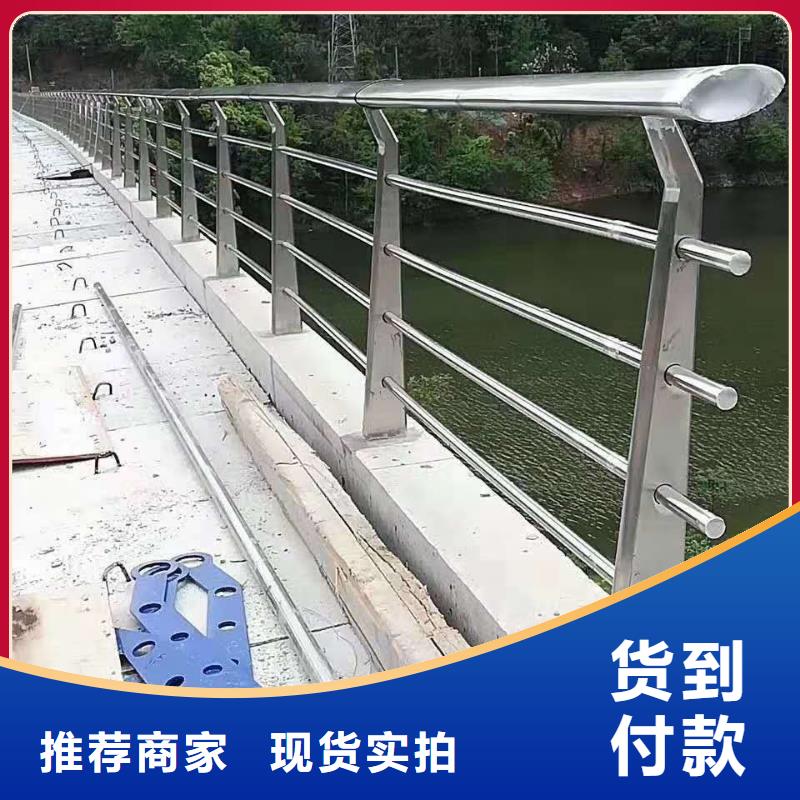


我们的现场实拍视频将带您走进防撞护栏N年专注产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:孝感孝南防撞护栏N年专注的图文介绍


规划中的 高速公路新增路线建设;支持纳入 区域发展规划、对加强省际、区域和城际联系具有重要意义的高速公路建设,主要通道的通行能力;继续完善疏港高速公路和大中城市绕城高速公路等建设。在批准的规划(2013年-2030年)中提到,2030总规模约18万公里,另规划了8万公里的远期展望线。 这其中全国有由7条首都放射线、11条北南纵线、18条东西横线以及部分地区环线、并行线、联络线等组成,将形成上规模的高速公路系统。高速公路护栏用钢约300万吨因公路用钢的主体是高速公路护栏、公路桥梁、涵洞和护坡,一般路基用钢很少。 而护栏是道路设施的重要组成部分,也是高速公路主要耗钢部分。故本文公路用钢量的估算主要指高速公路护栏用钢,桥梁与用钢本文不做估算。高速公路护栏包括护栏板和立柱,立柱间距一般为2米和4米,2米间距立柱主要在危险路段使用。 高速公路标准段每公里用250块护栏板。立柱间距4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。护栏用钢按每公里护栏板和立柱用钢计算。根据对部分高速公路和市政道路的调查、统计,估计每公里护栏用钢量约为90-100吨左右。



经营理念:科学管理—— 【市政护栏】质优价廉开拓市场
诚信务实——携手共赢创造 【市政护栏】未来
只因有您的大力支持,立佳金属制品(孝南区分公司)才有今天的蓬勃发展,我们期待于您合作,为您提供的服务,共创美好未来。


上海市场供需基本平稳,库存稍微累积,但尚在可接受范围之内,防撞护栏立柱商家心态暂且平稳。轧生产仍在有条不紊进行,防撞护栏立柱市场成交趋弱使得库存再次累积。据我网统计,截止8月2日,热轧社会库存236.97万吨,较上周同期增加7万多吨,主要是乐从库存累积明显。周五贸易商利空再次发酵,特朗普推特在9.1日对中国3000亿中国商品再加关税但又表示积极进行对话磋商,早盘大跌后惊奇反弹,期螺反弹低点3724元。空头午盘大幅减仓,防撞护栏立柱下跌中走出上涨,或是做市商有意为之。目前盘面多空交织,触底反弹但终究拉涨拉力度不足,8月初价格不具备大幅度拉涨条件,另外需求尚未完全启动,本周市场大户低于价格30元左右出货情况有所缓解,因此预计下周防撞护栏立柱价格区间在±30元区间震荡,可能走势是先跌后涨。 本周桥梁护栏厂家价格缓慢上涨,周比上涨30元/吨。上周末小价格略有上涨,成交偏强,因没有作为指导,市场成交依赖于下游需求状态,所以高价成交显得较为容易,但是周一开盘成走弱的趋势,因此,窄带厂家盘中“砸价”以求出货,然而随着黑色系的震荡运行,下游市场心态也随之发生了变化,桥梁护栏厂家采货积极性起伏不定,这样也导致了小窄带价格波动运行。从成交量方面来看,本周的成交较上周明显增强,厂家出清售罄现象在本周频频发生,但下游架子管销量略显平平,因此架子管对于高价持有保守态度,大量的货物主要集中在贸易商手中,目前带钢下游部分镀锌带厂倒挂严重。环保限产持续至今,产能利用率维持低位,市场部分出现规格短缺现象,整体交投氛围一般。



材料根据施工图纸和设计要求,采购工程所需各种原材料。栏杆确定材料符合图纸设计要求无误后,才得进入加工车间加工制作,确保不合格材料不进现场使用。制作工艺各项栏杆按照图纸设计要求并根据图纸所示图样和现场实际规格尺寸制作。 材料进入现场制作安装之前做防锈处理,制作过程中,定位尺寸要准确,该磨口的地方磨口。保证角度拼装准确精细。进行拼装时,焊接部位要焊平,对接部位要严密,保证平整度横平竖直。焊接部位的焊口必须满焊,做到焊口无断缝,漏焊,无沙眼,焊口要打磨光滑,平整度达标。 护墙栏杆加工为半成品用钢丝轮除锈,表面进行防锈处理完好后再做面漆处理,保证栏杆表面的整洁。施工:项目负责人人,负责人人,焊工人,安装工人,油漆工人。主要机具安排:预埋件及铁艺护栏安装水平安装工艺铁艺护栏均按照所提供的标准线为栏杆安装水平标准。 安装工艺产品到达施工现场后按图纸上所规定的位置及尺寸准确安装就位,确定好标高及垂直平整度。应按照甲方要求与图纸设计要求进行定位,确保达到设计要求与验收规范。预埋件安装根据图纸设计要求和施工现场的实际情况准确无误的定位,避免造成不在一条平行线上。


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。


